

Der Nenndruck eines Hydraulikzylinders ist nicht beliebig einstellbar. Sie wird umfassend auf der Grundlage der Streckgrenze des Zylinderrohrmaterials, der Wanddickenstruktur und der Traggrenze der Dichtungen berechnet. Der Nenndruck der allgemeinen Standardmodelle beträgt 16 MPa als grundlegenden Auslegungswert.
Dieser Parameter entspricht der sicheren Lagergrenze gewöhnlicher Kohlenstoffstahl-Zylinderrohre, Standard-Polyurethan-Dichtungen und herkömmlicher Führungsstrukturen und dient außerdem als gebräuchlichster Auswahlstandard für Baumaschinen und Anhängerhydrauliksysteme. Im tatsächlichen Betrieb darf der momentane Staudruck kurzzeitig den Nenndruck überschreiten, während der dauerhafte Dauerarbeitsdruck 85 % des Nennwertes nicht überschreiten sollte. Dies ist das zentrale Konstruktionsprinzip, um interne Leckagen, eine beschleunigte Alterung der Dichtung und eine Verformung des Zylinderlaufs zu vermeiden.
Unter dauerhaft überbewerteten Druckbedingungen führt die Innenwand des Zylinderrohrs zu einer leichten elastischen Verformung und der passende Spalt zwischen Führungshülse und Kolbenstange verschiebt sich, wodurch die ursprüngliche Präzisionstoleranz von 0,02–0,03 mm beschädigt wird.
Wenn der Spalt vergrößert wird, verstärkt sich der seitliche Fluss des Hydrauliköls und der Kolbenring wirkt ungleichmäßiger Kraft, was zu einem allmählichen teilweisen Verschleiß führt. Im späteren Stadium treten häufige Fehler wie interne Leckagen, unzureichende Hubkraft und schnelles Absinken der Last auf, die auch die Hauptursache für häufige hydraulische Ausfälle in der Ausrüstung vor Ort sind.
Die Umgebungstemperatur von 20℃–30℃ ist der optimale Anpassungsbereich für die Gestaltung des Dichtungsmaterials. Dichtungen aus Polyurethan- und Nitrilkautschuk halten Standardwerte in Bezug auf Härte, elastische Kompression und Ölbeständigkeit aufrecht.
Unter dieser Bedingung passt sich die Dichtlippe gleichmäßig an die Zylinderwand an und behält eine konstante Vorspannung bei, wodurch eine stabile Öldichtleistung über einen langen Zeitraum ohne abnormalen Verschleiß und Verformung aufrechterhalten wird.
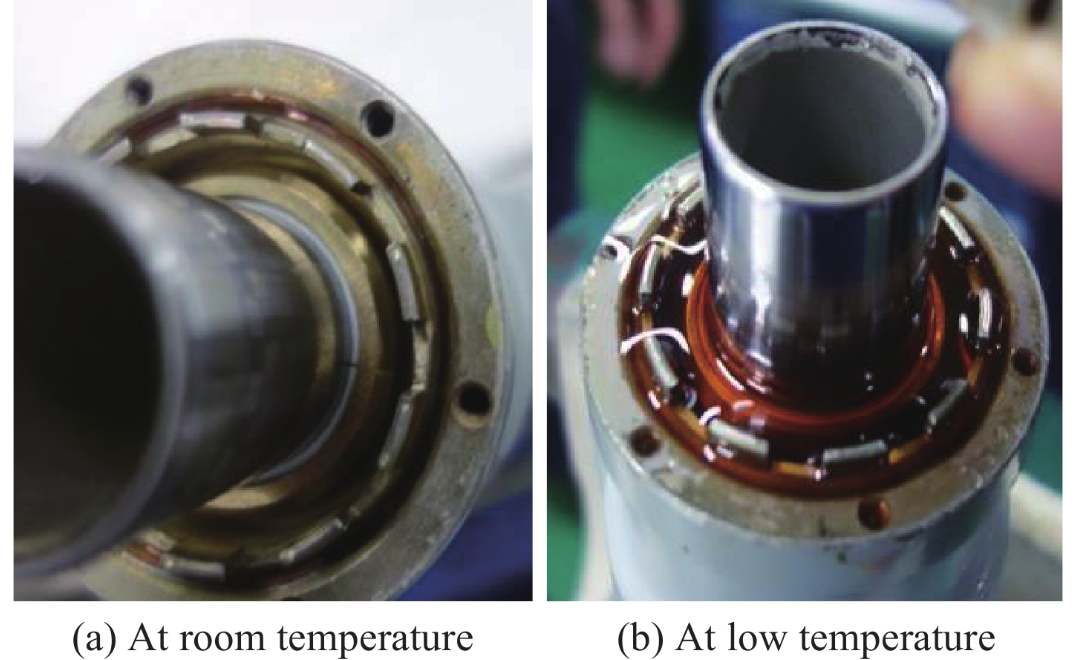
Wenn die Temperatur unter -15 °C sinkt, nimmt die molekulare Aktivität von Dichtungsmaterialien mit höherer Härte und geringerer Zähigkeit ab. Die Passflexibilität der Dichtlippe wird schlecht und kann winzige Lücken nicht adaptiv ausgleichen, was die Hauptursache für Leckagen bei niedrigen Temperaturen ist.
Ein Langzeitbetrieb über 40℃ beschleunigt die Oxidation des Hydrauliköls und erzeugt kolloidale Verunreinigungen. Mittlerweile altern und verhärten Dichtungen bei verminderter Elastizität schneller, was zu einer allmählichen, kontinuierlichen leichten Undichtigkeit führt und die allgemeine Betriebsstabilität beeinträchtigt.
Die Hartverchromung von Kolbenstangen ist ein branchenübliches Schutzverfahren. Bei formellen Massenprodukten wird die Beschichtungsdicke streng auf 0,08 mm bis 0,12 mm kontrolliert.
Eine zu dünne Beschichtung bietet keinen ausreichenden Widerstand gegen Sandreibung und Korrosion, was bei Arbeiten im Freien innerhalb kurzer Zeit zu Kratzern und Rostflecken führt. Eine zu dicke Beschichtung erhöht die innere Oberflächenspannung und führt zum Abblättern, wodurch die Oberflächenglätte beeinträchtigt und der Dichtungsverschleiß beschleunigt wird.

Die Oberflächenrauheit fertiger Kolbenstangen wird auf Ra0,2–Ra0,4μm kontrolliert. Diese Präzision erfüllt die Anforderungen an eine reibungsarme Teleskopbewegung und vermeidet ein Verkratzen der Dichtlippe durch Mikrograte auf der Oberfläche.
Eine zu hohe Rauheit führt zu einem kontinuierlichen Verschleiß der Dichtung durch mikroskopische Vorsprünge; Eine zu glatte Oberfläche verringert die Ölspeicherkapazität und erschwert die Bildung eines stabilen Ölfilms, was das Risiko von Trockenreibung erhöht und die Lebensdauer der Dichtungskomponenten verkürzt.
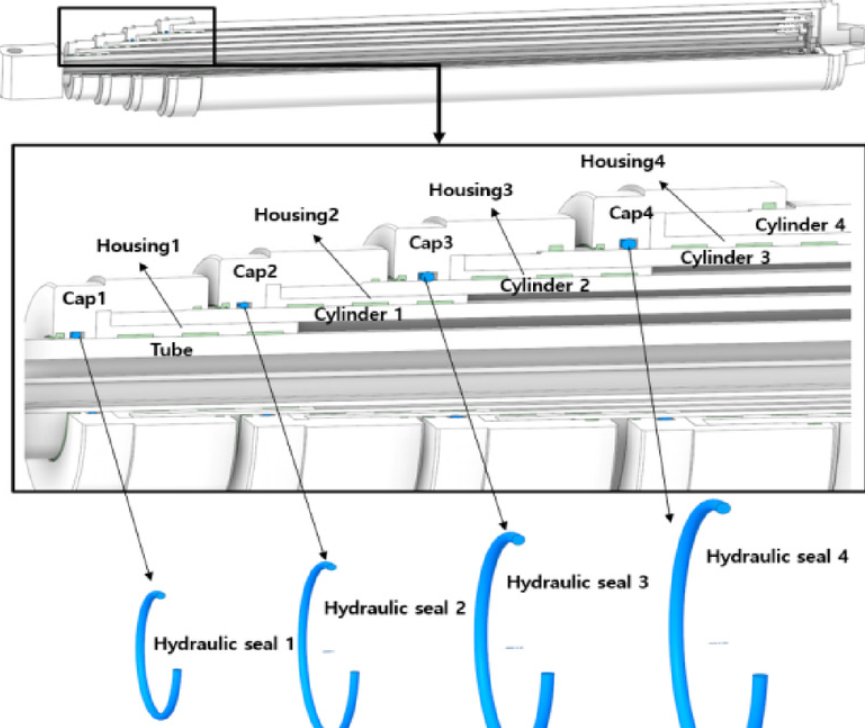
Mehrstufige Hydraulikzylinder weisen inhärente strukturelle Unterschiede im Hub, der effektiven Wirkfläche und dem Öldurchgangsdurchmesser jeder Stufe auf. Modelle ohne synchrones Optimierungsdesign führen während des Vollhub-Teleskopbetriebs zu Positionsabweichungen.
Die Bearbeitungskoaxialität, das Führungshülsenspiel und die Ölflussverteilung sind drei zentrale Prozessfaktoren, die die Synchronisationsgenauigkeit mehrstufiger Zylinder bestimmen.
Eingebaute Pufferdrosselstrukturen an beiden EndenHydraulikzylinderReduzieren Sie die Durchflussrate des Hydrauliköls am Ende des Hubs durch die Dämpfungswirkung der Drosselöffnungen und vermeiden Sie so einen harten Aufprall zwischen Kolben und Enddeckel.
Eine vernünftige Pufferkonstruktion schwächt den Start-Stopp-Aufprall ab, reduziert die Vibrationen der gesamten Ausrüstung und verringert Ermüdungsschäden an Schweißnähten und Montagehalterungen. Es eignet sich besonders für hochfrequente Start-Stopp-Szenarien wie Fahrzeughebebühnen, Hafenmaschinen und landwirtschaftliche Schwerlastgeräte.
Im Industriestandard für Präzisionsmontage wird das Montagespiel zwischen Führungshülse und Kolbenstange stabil auf 0,02 mm–0,03 mm geregelt.
Ein zu kleiner Abstand führt aufgrund der Wärmeausdehnung bei steigender Temperatur zu Blockierungen und ungleichmäßiger Teleskopbewegung. Ein übermäßiges Spiel erhöht das radiale Wackeln der Kolbenstange, was zu einer konzentrierten exzentrischen Belastung und einseitigem Verschleiß führt und somit den gesamten Wartungszyklus verkürzt.
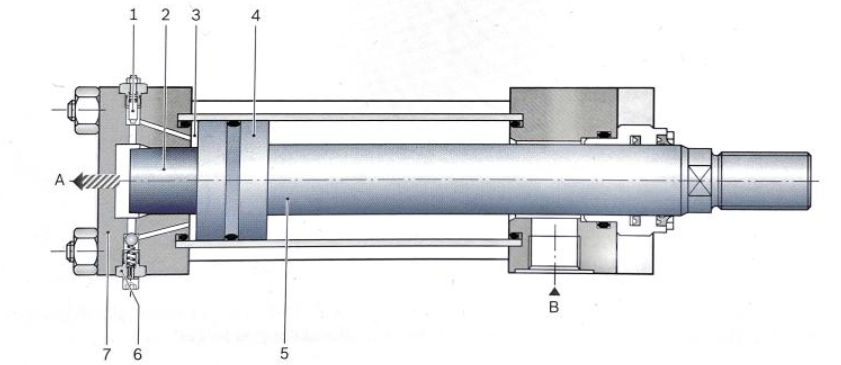
Die Koaxialität des Zusammenbaus von Zylinderrohr, Enddeckel, Führungshülse und Kolbenstange ist ein wichtiger Kontrollpunkt bei der Fertigung und Montage.
Hydraulikzylinder mit übermäßiger Koaxialitätsabweichung arbeiten lange Zeit unter exzentrischer Kraft, was die Wahrscheinlichkeit eines einseitigen Dichtungsverschleißes und lokaler Zylinderwandkratzer erheblich erhöht. Dies ist auch ein wichtiger technischer Grund für offensichtliche Unterschiede in der Lebensdauer zwischen Produkten derselben Spezifikation.



